�l(f��)���r�g��2020-07-27 �ѽ�(j��ng)��1�˲��^������ ���ظБ�(y��ng)����б�
�����������׃���ǟ�̎�����a(ch��n)�^���е�һ���y�}����16Cr3NiWMoVNbE���ϸ߾����X݆�ɴΝB̼�����^���У�ͨ�^���Ó�Ҏ(gu��)���ķ�������Ч��Q��������׃�Ά��}���õ����^�õ�Ч����
16Cr3NiWMoVNbE��һ�N��Ԫ�؏�(f��)�ϺϽĽY(ji��)��(g��u)䓣����҇���������Ƴ������ͺ��հl(f��)�әC(j��)�X݆���ϡ�16Cr3NiWMoVNbE��Ǟ麽�հl(f��)�әC(j��)�X݆�����������_�l(f��)���о���䓷N���䏊(qi��ng)�ȸߡ����g�����ã��������^�ߵğᏊ(qi��ng)�ԡ����ԡ��B̼�Ժ͟�ӹ��ԣ��Ķ��������õľC��ʹ�����ܺͼӹ����ܣ���ȫ�M���˺����I(y��)�������ܲ��ϵ�Ҫ��
�ҹ�˾��ij�������f(xi��)���������F�X݆���ٱ�����X݆�������̎�����a(ch��n)������y�c�ǣ������̎��B̼������K����^���ИO������(n��i)���I׃�γ������ɏUƷ�������F�X݆����Π�ߴ硣

1. �����F�X݆��K��̎��Ҫ��
��1���B̼��Ҫ�� �X݆݆�X�B̼�����0.8��1.0mm���B̼��׃��Ҫ��ĥ��n���ӡ�0.04mm����(n��i)�A�ȡ�0.04mm�����I�B̼�����0.15��0.35mm���B̼��׃��Ҫ��ĥ��n���ӡ�0.04mm����(n��i)�A�ȡ�0.04mm�����I���ȣ�Mֵ=90.78+0.103+0m m��Mֵ׃������0.04mm��
��2��Ӳ��Ҫ�� �B̼+�غ�Ӳ�ȡ�35HRC������B̼����Ӳ��60��65HRC���ǝB̼�^(q��)Ӳ��35��45HRC��
��3����̎������K׃��Ҫ�� ĥ��n���ӡ�0.05mm����(n��i)�A�ȡ�0.05mm�����I���ȣ�Mֵ=90.78+0.103+0m m��Mֵ׃������0.04mm��
2. �����F�X݆�ӹ�·��
ë������+�ߜػػ��ë���ּӹ����{(di��o)�|(zh��)̎�����뾫�ӹ���ȥ��(y��ng)���˻�����ӹ����X݆݆�X�B̼+�ߜػػ�����ӹ������I�B̼+�ߜػػ�����ӹ������+��̎��+�ͻ�+��ɰ����ĥ���͜�ȥ��(y��ng)���ػ����ĥ��
3. �����F�X݆��̎��������Ŀ�ļ���ˇ
��1������+�ߜػػ�̎�� ���ë��������쑪(y��ng)��������M������(x��)������������Ӳ���Ա��������ӹ���
��������ӟᵽ940�棬����5h���t�������Ҝء�
�ߜػػ�����ӟᵽ680�棬����5h�S�t������500�����³��t���䡣
��2���{(di��o)�|(zh��)̎�� �M(j��n)һ������M������(x��)����������������M(j��n)һ����̎���M(j��n)�нM����(zh��n)�䣬�pС����B̼�������׃�Ρ�
��𣺌�����ӟᵽ920�汣��40min���t���䣬�͜�50��60�档
�ߜػػ�����ӟᵽ680�棬����3h�S�t������350�����³��t���䡣
��3��ȥ��(y��ng)���˻� ��������ڼӹ��^�������������șC(j��)е�ӹ���ɵđ�(y��ng)�����M(j��n)һ���pС����B̼�������׃�Ρ�������ӟᵽ650�棬����5h�S�t������200�����³��t���䡣
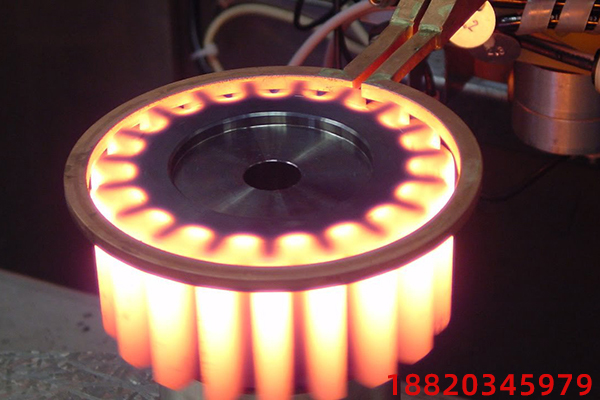
��4���B̼̎�� �鱣�C�X݆���|���������ď�(qi��ng)�Ⱥ�Ӳ�ȣ�ͬ�r����IJ����������κ��g�ԡ�
ԓ�X݆݆�X�����ж��ΝB̼���ʵ�һ�ΝB̼������O(sh��)����0.8��0.95mm���ڶ��àt910��B̼��
��ՠt�M(j��n)�иߜػػ�����ӟᵽ680�棬����5h�S�t������200�����³��t���䣬�B̼�ߜػػ��Ӳ�ȡ�35HRC��
��5�����ΝB̼ �������������Ҫ���X��һ�ΝB̼�����m(x��)�ӹ��ă�(n��i)���I�M(j��n)�еĝB̼̎����
���I�B̼�����0.1 5��0.35mm���ڶ��àt910��B̼��
�ߜػػ�����ӟᵽ680�棬����5h�S�t������200�����³��t���䣬�B̼�ߜػػ��Ӳ�ȡ�35HRC��
��6�����̎�� �X݆��������K��̎����ͨ�^���̎��ʹ���X݆����õ���Ӳ�ȡ��ߏ�(qi��ng)�Ⱥߵ���ĥ�ԡ�
�Ȍ�����ӟᵽ550�棬����30min�M(j��n)���A(y��)�ᣬȻ�����^�m(x��)�ӟᵽ920�汣��40min���t���䣬�͜�60��70�档
��7����̎�� ��������̎���������^�̣�ͨ�^��̎��ʹ�����(n��i)������W���w�M(j��n)һ���D(zhu��n)׃���R���w�M�����Ķ����C�����(n��i)���M���ľ����ԣ�������(w��n)������ߴ��ИO��Ď�����
������ڱ���C(j��)���䵽-80��-75�棬����1.5h���t���䡣
��8���͜ػػ� �pС���������䓼��еă�(n��i)��(y��ng)�������ִ���ߵ�Ӳ�Ⱥ���ĥ�ԣ����ʹ������(y��ng)���ʹ��ԡ�������ӟᵽ250�棬����5h���t���䡣
4. ��̎��׃��ԭ��Q��ʩ
��1��׃����r �����F�X݆��(j��ng)�^��̎��������l(f��)�F(xi��n)��һ�ΝB̼�͵ڶ��ΝB̼�r�Ì��ù��b�b�t�B̼��̎��׃�β���׃������Ҫ����(n��i)����Ҫ׃�ήa(ch��n)���ڝB̼��Ĵ������׃�������
��2���z�y ����B̼�����ٽ�(j��ng)�^��ϴ����̎�����ػ𡢇�ɰ�ȟ�̎������z�yӛ�Ҋ��1���ı�1�õ��B̼����׃������(sh��)��(j��)���£�
ĥ��n����0.05��0.10mm����(n��i)�A�ȡ�0.10��0.15mm��
���I���ȣ�Mֵ=90.63��90.79mm��Mֵ׃����0.10��0.15mm��
׃��Ҏ(gu��)���ǃ�(n��i)���I������Ŀs�ף���0.15mm�������҃�(n��i)���I�ʬF(xi��n)0.08��0.12mm�F�ȡ�
��3��׃��ԭ����� 16Cr3NiWMoVNbE������F�X݆������ϱ�����Ҫ��B̼��Ĵ��ض��^��900��920�棬���r�ᑪ(y��ng)���^���ټ����DZ�����������(n��i)���I�ڱ�����5mm���ҽY(ji��)��(g��u)��(f��)�s�����Q������ɴ��׃�γ��
��4��ᘌ�׃�Ά��}��Q��ʩ �B̼����r��(n��i)���I�ӓ�Ҏ(gu��)���䣬���Խ�Q׃�Ά��}����(n��i)���I��Ҏ(gu��)�Π�ߴ�Ҋ�D2���}ԡ�t������ù��b�Π�ߴ�Ҋ�D3��
5. �����F�X݆��(n��i)���I�ӓ�Ҏ(gu��)�����׃��
�Ȍ������F�X݆������ڴ�����ù��b�ϣ����A(y��)��t��(n��i)���ӟᵽ550�棬����30min�A(y��)�ᣬȻ���ٷ����}ԡ�t�^�m(x��)�ӟᵽ920�棨�������ڱ��س��t������ǰ��(n��i)���IҪ�����(n��i)���I��Ҏ(gu��)�����Լӟ�ض��xȡ����920�棩������40min���t�����ٷ����(n��i)���I��Ҏ(gu��)�����䣨�ø��DG�ͣ�30min�����ǰ�͜�60��70�档
����ӓ�Ҏ(gu��)�����ٽ�(j��ng)�^��ϴ����̎�����ػ𡢇�ɰ�ȟ�̎������z�yӛ�Ҋ��2��
�ęz�yӛ䛱�2��(sh��)��(j��)���Կ����������F�X݆��(j��ng)�^�ӓ�Ҏ(gu��)�����׃�γ���}�õ��˽�Q��׃�������������K׃��Ҫ��ĥ��n���ӡ�0.05mm����(n��i)�A�ȡ�0.05mm�����I���ȣ�Mֵ=90.78+0.103+0m m��Mֵ׃������0.04mm����




Copyright © 2024 �V�|�������ܿƼ�����˾ ���(qu��n)���� ��ICP��14033160̖  �����W(w��ng)���� 44190002003728̖
�����W(w��ng)���� 44190002003728̖
��ַ�� �Ї��V�|ʡ�|ݸ��Xɽ�(zh��n)������·102̖301��

